
服务热线
15953503557服务热线
15953503557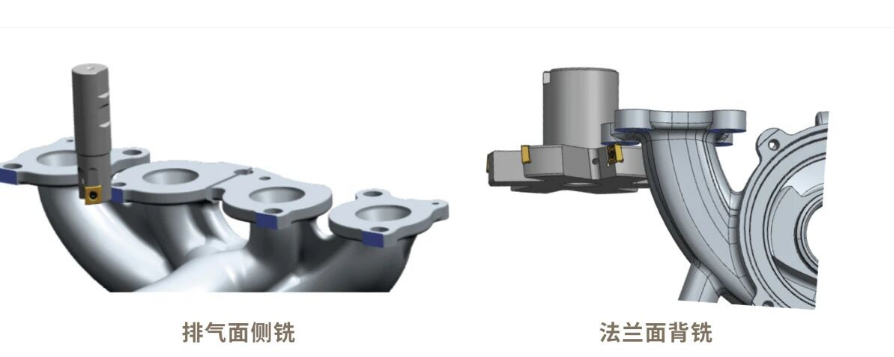
一、项目背景
涡轮壳是涡轮增压系统的核心精密零部件,长期处于高温、高压、交变载荷工况,多采用1.4848高铬镍耐热铸钢材质打造。该材料含高比例铬、镍合金元素,具备优异的耐高温、抗氧化、抗蠕变性能,可耐受1150℃高温工况,是新能源汽车、工程机械涡轮部件的主流用材。
但该材料加工难度极大,热处理后硬度可达HRC40-48,强度高、塑性大、切削时导热性差,加工过程中极易出现刀具磨损快、崩刃、积屑瘤、工件表面粗糙度差等问题,搭配涡轮壳凸台断续切削的工况,常规刀具方案普遍存在寿命短、加工效率低、量产稳定性差的痛点,严重制约生产线产能与良品率。
本次针对客户涡轮壳凸台液冷加工场景,株钻定制专属刀具配套方案,精准适配1.4848耐热钢切削特性,彻底解决量产加工难题。
二、工件与加工工况信息
- 加工零件:涡轮壳凸台
- 工件材料:1.4848高铬镍耐热铸钢
- 加工方式:液冷精密铣削加工
- 加工难点:材料硬度高、耐高温、切削热集中,断续切削易冲击崩刃,刀具损耗量大、加工效率低
三、株钻定制加工方案
针对1.4848耐热钢的切削特性与涡轮壳凸台断续液冷加工工况,株钻优选适配性刀体与专用涂层刀片,搭配最优切削参数,兼顾加工稳定性、效率与刀具寿命。
1、配套刀具组合
- 刀体型号:XDG252590-LN10T2、ZFX802790-SP12T10
- 刀片型号:LNKT080408 CA3020
刀片采用专属耐磨涂层与优化槽型,针对耐热钢切削热集中、摩擦系数大的问题,有效降低切削阻力、抑制积屑瘤生成;搭配高刚性专用刀体,抗冲击、抗震性能优异,完美适配凸台断续切削工况,适配液冷加工环境,耐腐蚀、抗疲劳,长期量产不易变形。
2、量产优选切削参数
- 切削线速度 Vc:40-65m/min
- 每转进给量 F:0.2-0.35mm/r
- 切削深度 Ap:2-3mm
参数经过多次量产调试优化,平衡切削负载与加工效率,在液冷辅助降温加持下,彻底规避高温烧刀、刃口磨损过快等问题,适配批量稳定生产。
四、项目加工成效
落地量产应用后,整套株钻刀具方案完美适配1.4848涡轮壳凸台液冷加工场景,实现加工效率、刀具寿命双重提升,综合生产成本大幅优化:
- 效率升级:优化后的切削参数充分释放设备性能,单件加工时长显著缩短,生产线产能有效提升;
- 寿命提升:刀片抗磨损、抗冲击能力大幅增强,有效减少换刀频次与停机调试时间;
- 品质稳定:加工工件尺寸精度、表面一致性大幅优化,杜绝崩刃、划痕等加工缺陷,良品率稳步提升;
- 降本增效:减少刀具耗材消耗与人工运维成本,适配长期大批量量产,为客户创造实实在在的经济效益。
五、方案总结
针对1.4848高硬度耐热钢涡轮壳凸台的液冷加工难题,株钻依托丰富的难加工材料切削经验,定制一体化刀具加工方案,精准解决行业共性的刀具不耐用、加工效率低、量产不稳定等痛点。方案兼容性强、落地性高,可广泛适配各类涡轮壳、耐热钢精密结构件的批量加工,为动力零部件精密制造提供高效、稳定、低成本的切削解决方案。
上一篇: 第十二届现代切削与测量工程国际研讨会暨2026高性能工具应用场景创新大会
下一篇:没有了
Copyright © caval.cn All Rights Reserved. 鲁ICP备2026024329号-1
地址:山东省烟台市芝罘区港城西大街西玉段八号 电话:15953503557 邮箱:cavalry@caval.cn

联系我们